



API 5L Klasse BStalen buizen worden geproduceerd in overeenstemming met de relevante eisen.API 5Len wordt veelvuldig gebruikt in pijpleidingsystemen in de olie- en gasindustrie.
Cijfer Bkan ook worden aangeduid alsL245Het kenmerk is dat de minimale vloeigrens van de stalen buis245 MPa.
API 5L leidingbuizen zijn verkrijgbaar in twee productspecificatieklassen:PSL1wordt voornamelijk gebruikt in standaard transportsystemen, terwijlPSL2is geschikt voor zwaardere omstandigheden met een hogere mechanische sterkte en strengere testnormen.
Het productieproces kan naadloos verlopen (SMLS), elektrisch weerstandsgelast (ERW), of ondergedompeld booglassen (ZAAG) om aan verschillende installatie- en operationele behoeften te voldoen.
Botop Steelis een professionele fabrikant van dikwandige, dubbelzijdige stalen buizen met grote diameter, vervaardigd met behulp van de LSAW-lasmethode (Low Surface Arc Welding), gevestigd in China.
Locatie: Cangzhou, provincie Hebei, China;
Totale investering: 500 miljoen RMB;
Fabrieksoppervlakte: 60.000 vierkante meter;
Jaarlijkse productiecapaciteit: 200.000 ton JCOE LSAW stalen buizen;
Apparatuur: Geavanceerde productie- en testapparatuur;
Specialisatie: Productie van stalen buizen met behulp van LSAW-technologie;
Certificering: API 5L-gecertificeerd.
API 5L klasse B classificatie
Het is onderverdeeld in verschillende typen op basis van verschillende productspecificatieniveaus (PSL) en leveringsvoorwaarden.
Deze categorisatie maakt de selectie van de juiste leiding relevanter, zodat deze beter aansluit bij de behoeften van een specifiek project en de eisen van de werkomgeving.
PSL1: B.
PSL2: BR;BN;BQ;BM.
Voor specifieke toepassingen worden diverse speciale PSL 2-stalen buizen gebruikt.
Zure serviceomgevingen: BNS; BQS; BMS.
Offshore serviceomgeving: BNO; BQO; BMO.
Toepassingen die een plastische vervormingscapaciteit in de lengterichting vereisen: BNP; BQP; BMP.
Leveringsvoorwaarden
| PSL | Leveringsconditie | Pijpkwaliteit/Staalkwaliteit | |
| PSL1 | Gewalst, genormaliseerd gewalst, thermomechanisch gewalst, thermomechanisch gevormd, genormaliseerd gevormd, genormaliseerd, genormaliseerd en getemperd; of, indienakkoord, geblust en getemperd, uitsluitend voor SMLS-buizen | B | L245 |
| PSL 2 | Zoals gerolde | BR | L245R |
| Normaliserend gewalst, normaliserend gevormd, genormaliseerd, of genormaliseerd en getemperd | BN | L245N | |
| Gehard en getemperd | BQ | L245Q | |
| Thermomechanisch gewalst of thermomechanisch gevormd | BM | L245M | |
De leveringsconditie van de stalen buis heeft hoofdzakelijk betrekking op de warmtebehandeling of andere behandelingen die aan het einde van het productieproces van de stalen buis worden uitgevoerd. Deze behandelingen hebben een belangrijke invloed op de mechanische eigenschappen, corrosiebestendigheid en structurele stabiliteit van de stalen buis.
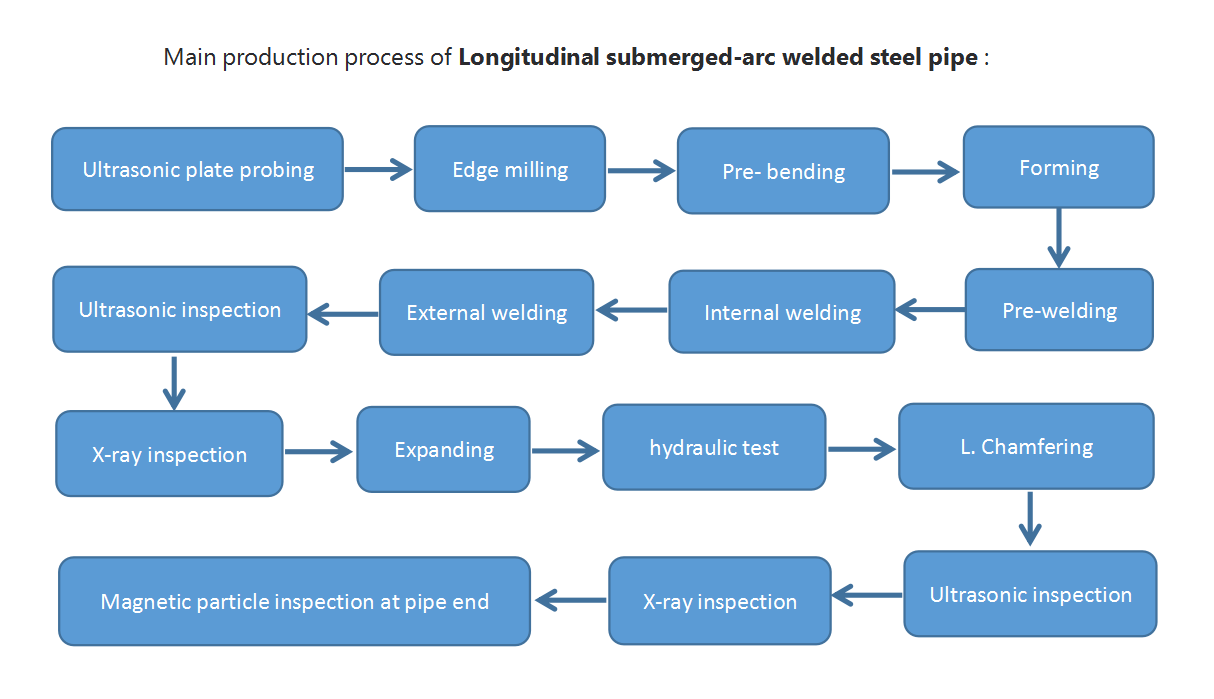
Productieproces van API 5L GR.B stalen buizen
Volgens de API 5L-norm kan pijp van klasse B worden geproduceerd met behulp van een van de productieprocessen in de volgende tabel.
| API 5L PSL1 Kwaliteit B | SMLS | LFW | HFW | ZAAG | ZAAG | KAP | KOE |
| API 5L PSL2 Kwaliteit B | SMLS | — | HFW | ZAAG | ZAAG | KAP | KOE |
Om meer te weten te komen over de betekenis van het acroniem Manufacturing Process,klik hier.
LSAWDit is de optimale oplossing voor dikwandige stalen buizen met een grote diameter.
Het meest opvallende kenmerk qua uiterlijk is de aanwezigheid van een lasnaad in de lengterichting van de buis.
Pijpeindtype
De eindtypen van API 5L Grade B stalen buizen kunnen variëren in PSL1 en PSL2.
PSL 1 Stalen buiseind
Belvormig uiteinde; Glad uiteinde;Glad uiteinde voor speciale koppeling; Schroefdraaduiteinde.
Verbreed uiteinde: Beperkt tot buizen met een diameter D ≤ 219,1 mm (8,625 inch) en een dikte ≤ 3,6 mm (0,141 inch) aan het uiteinde van de mof.
Schroefdraaduiteinde: Pijpen met een schroefdraaduiteinde zijn beperkt tot SMLS-pijpen en pijpen met een langslasnaad en een diameter van minder dan 508 mm (20 inch).
PSL 2 stalen buiseind
Glad uiteinde.
Voor gladde buiseinden moeten de volgende eisen in acht worden genomen:
De eindvlakken van gladde buizen met een diameter van t ≤ 3,2 mm (0,125 inch) moeten haaks worden afgesneden.
Buizen met een glad uiteinde en een wanddikte van t > 3,2 mm (0,125 inch) moeten worden afgeschuind voor het lassen. De afschuinhoek moet 30-35° zijn en de breedte van het wortelvlak van de afschuining moet 0,8 - 2,4 mm (0,031 - 0,093 inch) bedragen.
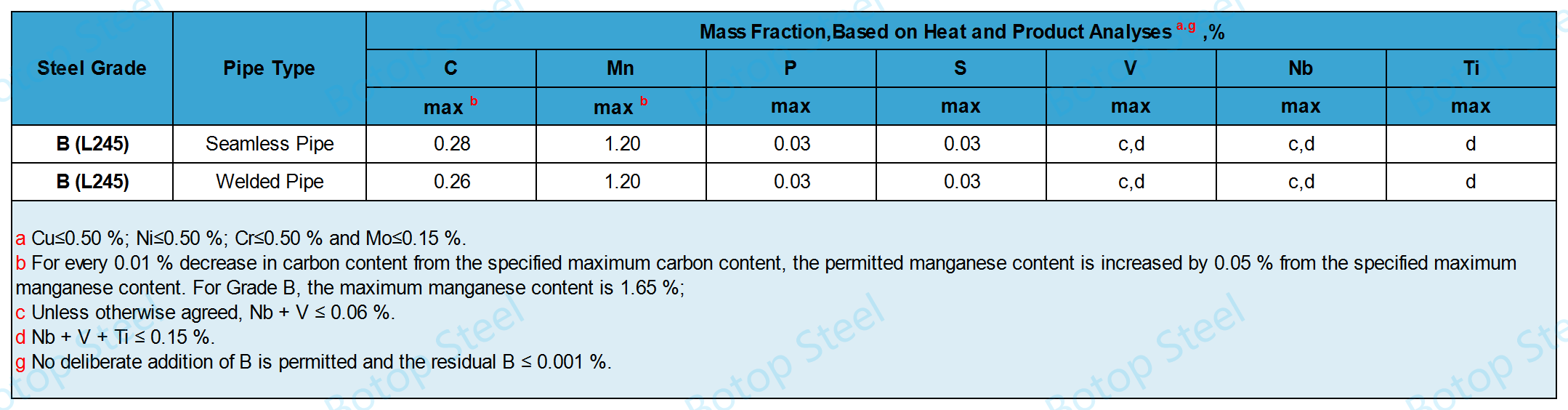
API 5L Kwaliteit B Chemische samenstelling
De chemische samenstelling van PSL1- en PSL2-stalen buizen met een diameter van t > 25,0 mm (0,984 inch) wordt in overleg vastgesteld.
Chemische samenstelling voor PSL 1-buizen met een diameter t ≤ 25,0 mm (0,984 inch).
Chemische samenstelling voor PSL 2-buizen met een diameter t ≤ 25,0 mm (0,984 inch).
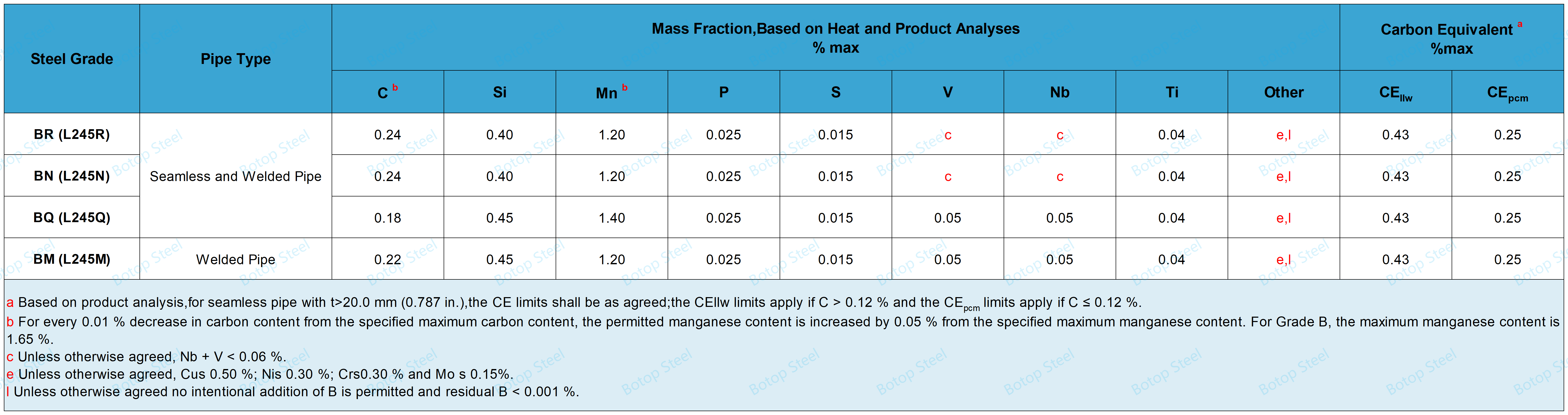
Voor PSL2 stalen buisproducten geanalyseerd met eenkoolstofgehalte van ≤0,12%, het koolstofequivalent CEpcmkan worden berekend met behulp van de volgende formule:
CEpcm= C + Si/30 + Mn/20 + Cu/20 + Ni/60 + Cr/20 + Mo/15 + V/15 + 5B
Voor PSL2 stalen buisproducten geanalyseerd met eenkoolstofgehalte > 0,12%, het koolstofequivalent CEllwkan worden berekend met behulp van de onderstaande formule:
CEllw= C + Mn/6 + (Cr + Mo + V)/5 + (Ni +Cu)/15
API 5L Klasse B Mechanische eigenschappen
Treksterkte-eigenschap
PSL1 GR.B Treksterkte-eigenschappen

PSL2 GR.B Treksterkte-eigenschappen
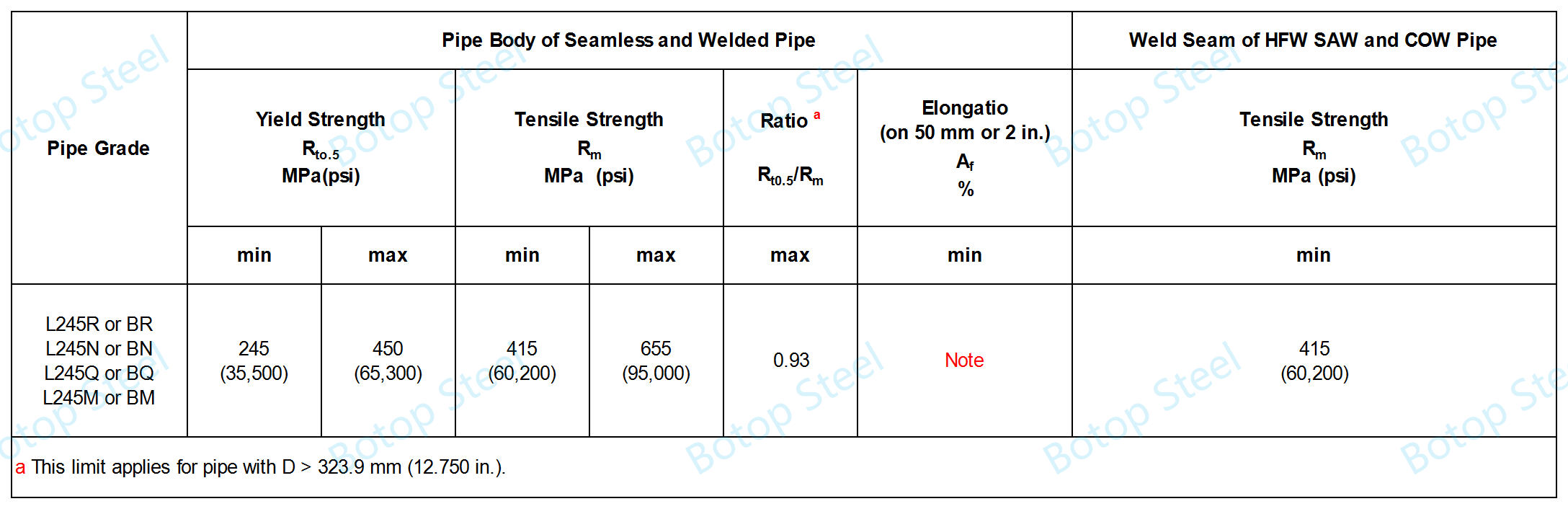
Opmerking: De gespecificeerde minimale rek, AFzal worden bepaald met behulp van de volgende vergelijking:
Af= C × (Axc0,2/U0,9)
Cis 1940 voor berekeningen met SI-eenheden en 625.000 voor berekeningen met USC-eenheden;
Axc is de toepasselijke dwarsdoorsnede van het trekproefstuk, uitgedrukt in vierkante millimeters (vierkante inches), als volgt:
1) voor teststukken met een cirkelvormige doorsnede, 130 mm2(0,20 inch)2) voor teststukken met een diameter van 12,7 mm (0,500 inch) en 8,9 mm (0,350 inch); 65 mm2(0,10 inch)2) voor teststukken met een diameter van 6,4 mm (0,250 inch);
2) voor teststukken met een volledige doorsnede, de kleinste van a) 485 mm2(0,75 inch)2) en b) de dwarsdoorsnede van het teststuk, T, berekend met behulp van de opgegeven buitendiameter en de opgegeven wanddikte van de buis, afgerond op de dichtstbijzijnde 10 mm.2(0,01 inch)2);
3) voor strookvormige teststukken, de kleinste van a) 485 mm2(0,75 inch)2) en b) de dwarsdoorsnede van het teststuk, berekend met behulp van de opgegeven breedte van het teststuk en de opgegeven wanddikte van de buis, afgerond op de dichtstbijzijnde 10 mm.2(0,01 inch)2);
Uis de gespecificeerde minimale treksterkte, uitgedrukt in megapascal (pond per vierkante inch).
Buigproef
Geen enkel deel van het proefstuk mag barsten vertonen en de lasnaad mag niet scheuren.
Afvlakkingstest
Niet van toepassing op LSAW-stalen buizen.
Geschikt voorEW, LW, EnCWproductiesoorten buizen.
Geleide buigproef
Eventuele scheuren of breuken in het lasmetaal die langer zijn dan 3,2 mm (0,125 inch), ongeacht de diepte, moeten worden opgespoord.
Identificeer alle scheuren of breuken in het basismetaal, de warmtebeïnvloede zone (HAZ) of de smeltlijn die langer zijn dan 3,2 mm (0,125 inch) of dieper dan 12,5% van de gespecificeerde wanddikte.
CVN-slagproef voor PSL 2-pijp
De CVN (Charpy V-Notch) impacttest is een gestandaardiseerde testmethode voor het evalueren van de taaiheid van materialen bij blootstelling aan snelle impactbelastingen.
De volgende eisen gelden voor cijfers ≤ X60 of L415.
| CVN-behoefte aan geabsorbeerde energie voor het pijplichaam van PSL 2-pijp | |
| Gespecificeerde buitendiameter D mm (inch) | Volledige CVN-geabsorbeerde energie min Kv J (ft.lbf) |
| ≤762 (30) | 27 (20) |
| >762 (30) tot 2134 (84) | 40 (30) |
DWT-test voor PSL 2 gelaste pijp
Het gemiddelde afschuifoppervlak per test moet ≥ 85 % zijn bij een testtemperatuur van 0 °C (32 °F).
Voor buizen met een wanddikte van >25,4 mm (1 inch) moeten de acceptatie-eisen voor de DWT-test worden overeengekomen.
Hydrostatische test
Testtijd
Alle maten naadloze en gelaste stalen buizen met een diameter D ≤ 457 mm (18 inch):testduur ≥ 5s;
Gelaste stalen buis D > 457 mm (18 inch):testduur ≥ 10 seconden.
Testfrequentie
Elke stalen buis.

Testdrukken
De hydrostatische testdruk P van eenstalen buis met glad uiteindekan worden berekend met behulp van de formule.
P = 2St/D
Sis de omtrekspanning. De waarde is gelijk aan de gespecificeerde minimale vloeigrens van de stalen buis xa procent, in MPa (psi);
Voor API 5L klasse BDe percentages zijn 60% voor de standaard testdruk en 70% voor de optionele testdruk.
Voor D < 88,9 mm (3,500 inch) is het niet nodig dat de testdruk hoger is dan 17,0 MPa (2470 psi);
Voor D > 88,9 mm (3,500 inch) is het niet nodig dat de testdruk hoger is dan 19,0 MPa (2760 psi).
tis de opgegeven wanddikte, uitgedrukt in millimeters (inches);
Dis de opgegeven buitendiameter, uitgedrukt in millimeters (inches).
Niet-destructieve inspectie
Voor zaagbuizentwee methoden,UT(ultrasoon onderzoek) ofRT(Radiologisch onderzoek) wordt meestal gebruikt.
ETElektromagnetische testen zijn niet van toepassing op SAW-buizen.
Lasnaden op gelaste buizen van kwaliteiten ≥ L210/A en diameters ≥ 60,3 mm (2,375 inch) moeten niet-destructief worden geïnspecteerd op de volledige dikte en lengte (100%) zoals gespecificeerd.

UT niet-destructief onderzoek

RT niet-destructief onderzoek
Geef de buitendiameter en wanddikte op.
Gestandaardiseerde waarden voor gespecificeerde buitendiameters en gespecificeerde wanddiktes van stalen buizen worden gegeven inISO 4200EnASME B36.10M.

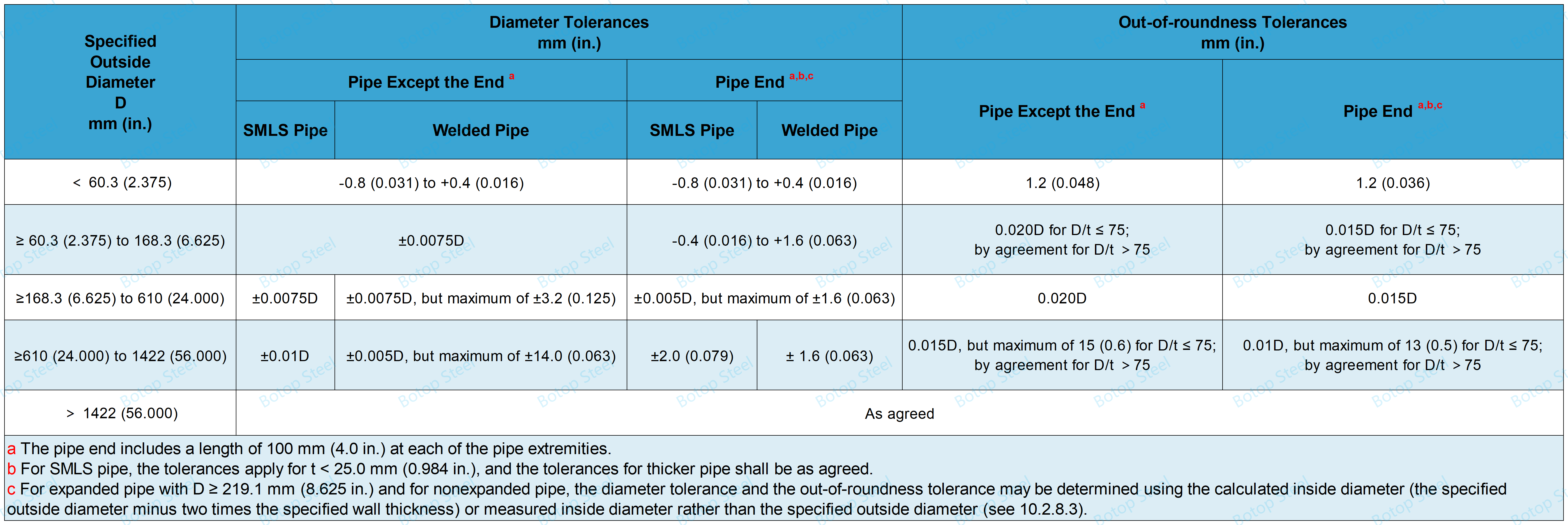
Maattoleranties
Toleranties voor diameter en rondheid
De diameter van een stalen buis wordt gedefinieerd als de omtrek van de buis in een willekeurig omtreksvlak gedeeld door π.
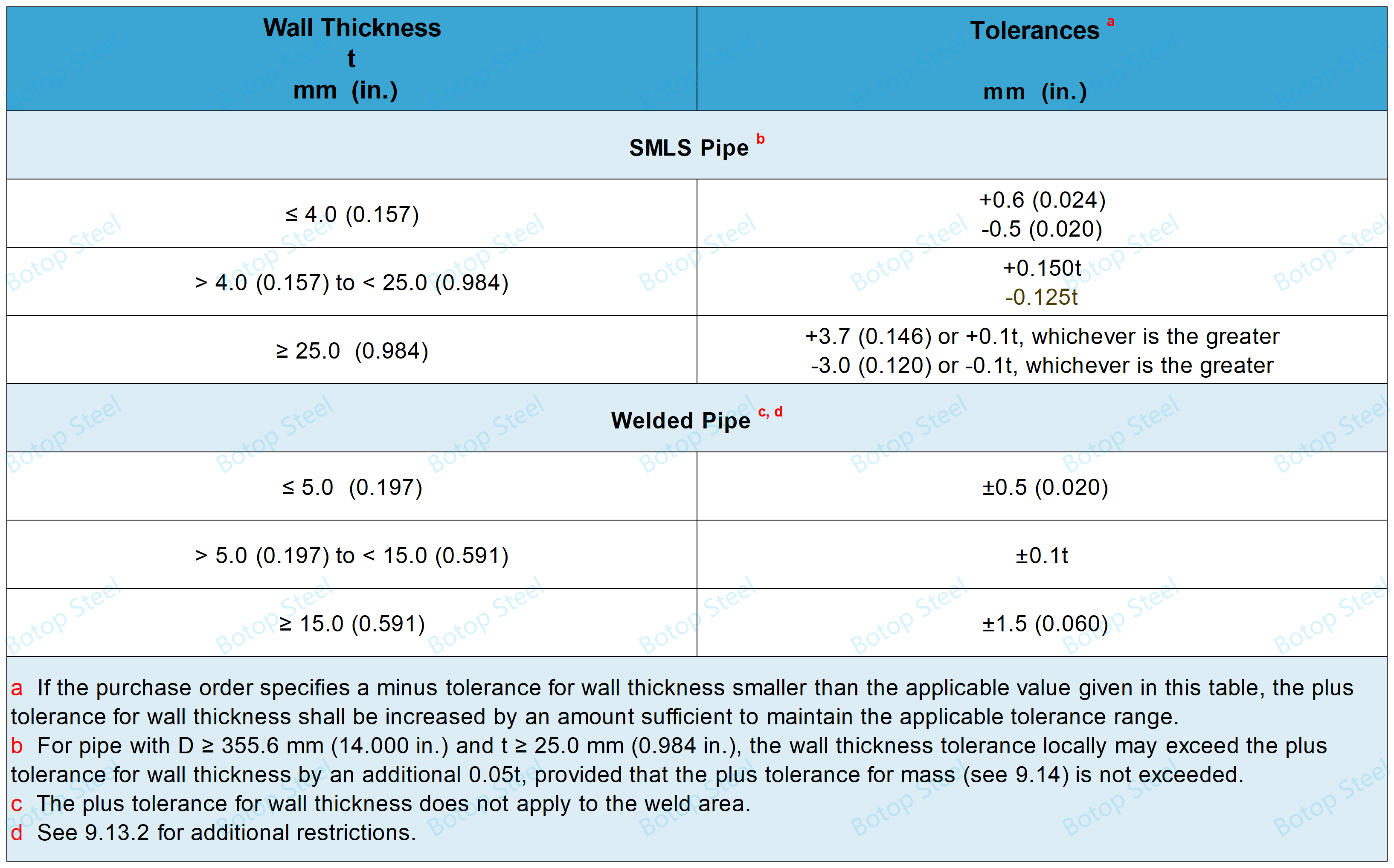
Toleranties voor wanddikte
Tolerantie voor lengte
Geschatte lengtesDe levering dient te geschieden binnen een tolerantie van ±500 mm (20 inch).
Toleranties voorwillekeurige lengte
| Willekeurige lengteaanduiding m (voet) | Minimale lengte m (voet) | Minimale gemiddelde lengte voor elk bestelartikel m (voet) | Maximale lengte m (ft) |
| Pijp met schroefdraad en koppeling | |||
| 6 (20) | 4,88 (16,0) | 5.33 (17.5) | 6,86 (22,5) |
| 9 (30) | 4.11 (13.5) | 8.00 (26.2) | 10.29 (33.8) |
| 12 (40) | 6.71 (22.0) | 10,67 (35,0) | 13,72 (45,0) |
| Pijp met glad uiteinde | |||
| 6 (20) | 2,74 (9,0) | 5.33 (17.5) | 6,86 (22,5) |
| 9 (30) | 4.11 (13.5) | 8.00 (26.2) | 10.29 (33.8) |
| 12 (40) | 4.27 (14.0) | 10,67 (35,0) | 13,72 (45,0) |
| 15 (50) | 5.33 (17.5) | 13.35 (43.8) | 16,76 (55,0) |
| 18 (60) | 6.40 (21.0) | 16.00 (52.5) | 19.81 (65.0) |
| 24 (80) | 8.53 (28.0) | 21.34 (70.0) | 25,91 (85,0) |
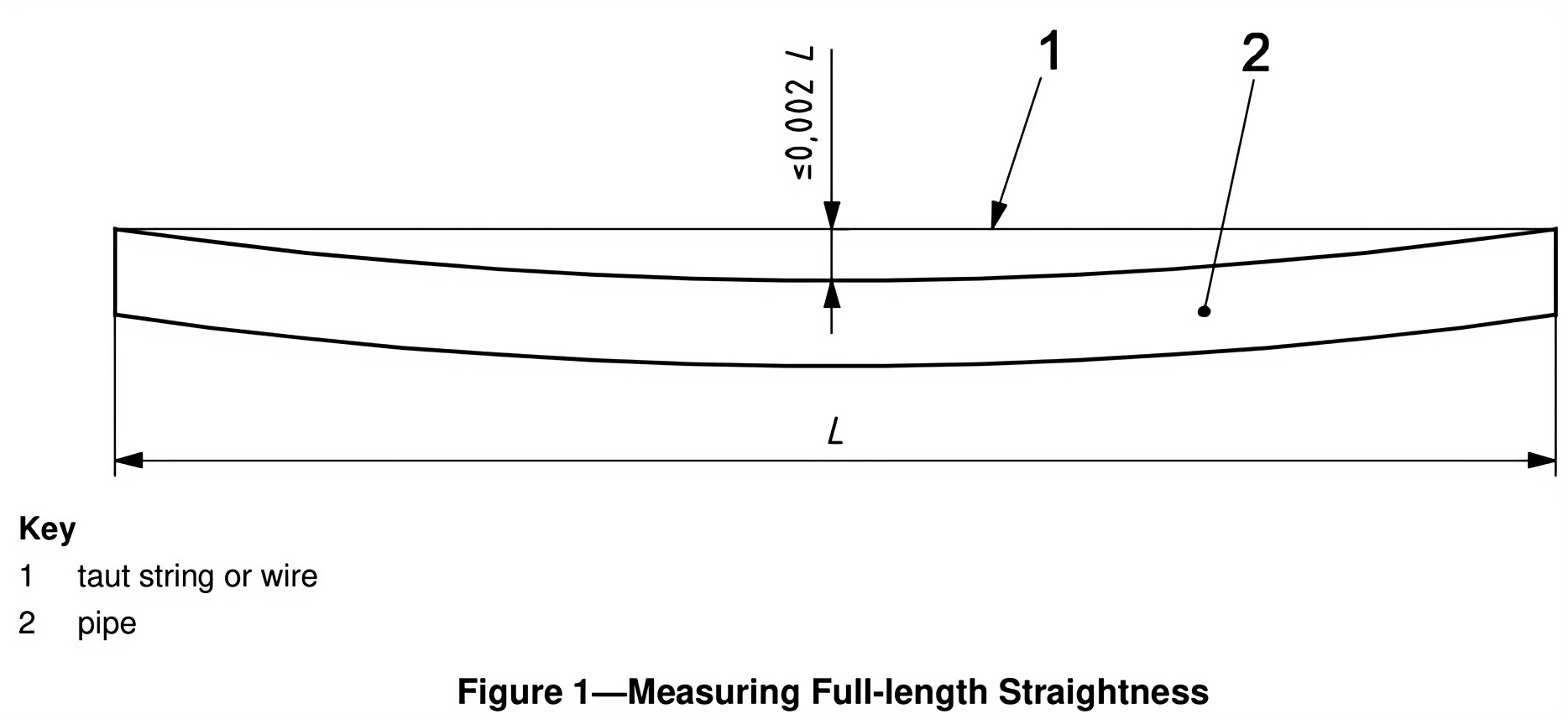
Tolerantie voor heteroseksualiteit
Rechtheidsafwijking over dede gehele lengte van de buis: ≤ 0,200 L;
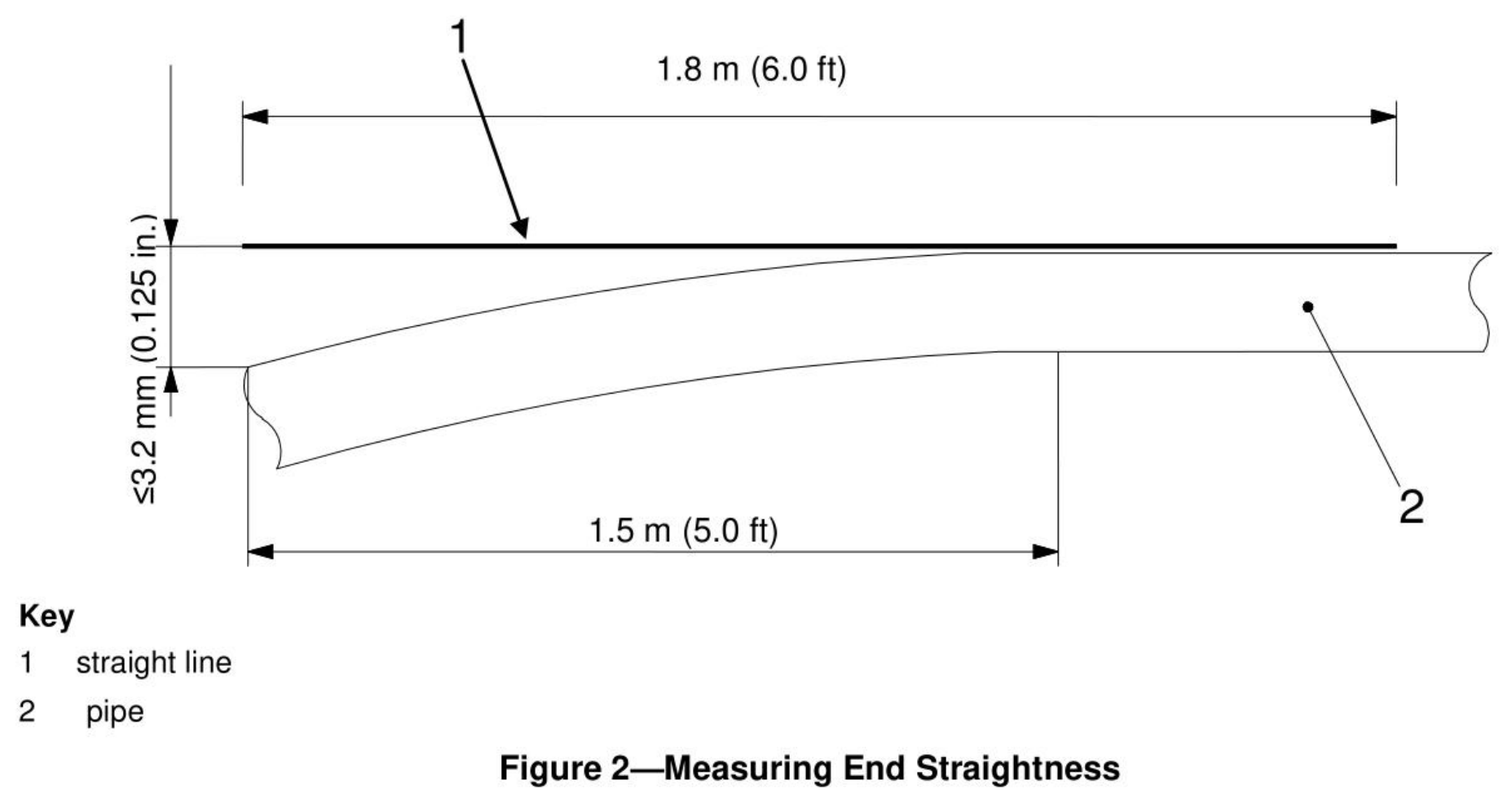
Rechtheidsafwijking van1,5 m (5,0 ft) pijpeinde van een stalen pijp: ≤ 3,2 mm (0,125 inch).
Tolerantie voor heteroseksualiteit
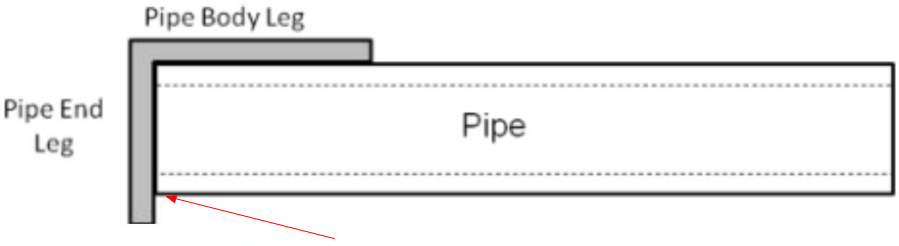
De haaksheid van het uiteinde wordt gedefinieerd als een haakse verbinding met het uiteinde van de buis.
De afwijking van de haaksheid mag niet groter zijn dan 1,6 mm (0,063 inch). De afwijking van de haaksheid wordt gemeten als de opening tussen het uiteinde van de buis en de buisaansluiting.
Toleranties voor de lasnaad
Maximale toelaatbare radiale afwijkingvoor SAW- en COW-buizen.
| Gespecificeerde wanddikte t mm (inch) | Maximale toelaatbare radiale afwijkingamm (inch) |
| ≤ 15,0 (0,590) | 1,5 (0,060) |
| > 15,0 (0,590) tot 25,0 (0,984) | 0,1t |
| > 25,0 (0,984) | 2,5 (0,098) |
| aDeze limieten gelden ook voor lasnaden aan de uiteinden van strips/platen. | |
Maximale toelaatbare lasrupshoogtevoor SAW- en COW-buizen (behalve aan de uiteinden van de buizen).
| Gespecificeerde wanddikte mm (inch) | Lasrupshoogte mm (inch) Maxim | |
| Binnenkraal | Externe kraal | |
| ≤13,0 (0,512) | 3,5 (0,138) | 3,5 (0,138) |
| >13.0 (0.512) | 3,5 (0,138) | 4,5 (0,177) |
De lasnaad moet een vloeiende overgang hebben naar het oppervlak van de aangrenzende stalen buis.
De lasnaden aan de uiteinden van de pijp moeten worden afgeslepen tot een lengte van 100 mm (4,0 inch) met een resterende lashoogte van ≤ 0,5 mm (0,020 inch).
Toleranties voor massa
Elke stalen buis:
a) voor speciale, dunne buizen: -5,0% - +10,0%;
b) voor pijpen van de kwaliteiten L175, L175P, A25 en A25P: -5,0% - +10,0%;
c) voor alle andere pijpen: -3,5% - +10,0%.
Pijp per lot(≥ 18 ton (20 ton) voor de orderpartij):
a) voor de cijfers L175, L175P, A25 en A25P: -3,5%;
b) voor alle andere cijfers: -1,75 %.
API 5L GR.B-toepassingen
API 5L Grade B stalen buizen zijn een type leidingbuis, die hoofdzakelijk wordt gebruikt voor het transport van vloeistoffen zoals olie, aardgas en water, en zijn een van de meest gebruikte materialen in de olie- en gasindustrie.
Olie- en gastransportsystemenAPI 5L Grade B stalen buizen worden veel gebruikt in olie- en gasvelden voor de winning en verwerking van ruwe olie en aardgas naar verzamelsystemen of verwerkingsinstallaties.
WaterleidingenAanvullende oppervlaktebehandelingen, zoals coatings of bekledingen, kunnen worden toegepast om hun corrosiebestendigheid te verbeteren voor gebruik in watertransportsystemen, waaronder waterleiding- en irrigatiesystemen.
RaffinaderijenIn raffinaderijen wordt API 5L Grade B stalen pijp gebruikt voor het transport van diverse chemicaliën en tussenproducten die worden gewonnen door fractionele destillatie van ruwe olie.
Bouw en infrastructuurIn de bouwsector, voor de bouw van bruggen, steunconstructies of andere belangrijke infrastructuurprojecten, met name waar transport van vloeistoffen over lange afstanden nodig is.
API 5L Grade B equivalent
ASTM A106 Klasse BNaadloze koolstofstalen buizen, typisch gebruikt voor toepassingen bij hoge temperaturen, met een chemische samenstelling en mechanische eigenschappen die sterk lijken op die van API 5L Grade B. ASTM A106 Grade B wordt veel gebruikt voor het transport van waterdamp, chemicaliën en aardolieproducten bij hoge temperaturen.
ASTM A53 Klasse BDit is een ander type koolstofstalen buis, die zowel gelast als naadloos kan zijn en veelvuldig wordt gebruikt in de machinebouw, de bouw en andere technische toepassingen. Hoewel deze buis voornamelijk wordt gebruikt voor toepassingen met lage druk en temperatuur, zijn sommige van de mechanische eigenschappen vergelijkbaar met die van API 5L Grade B.
EN 10208-2 L245NBGebruikt voor de productie van pijpleidingen voor het transport van brandbare gassen en andere vloeistoffen. L245NB (1.0457) is een middelsterk pijpleidingstaal met mechanische eigenschappen vergelijkbaar met API 5L Grade B.
ISO 3183 L245Gebruikt in pijpleidingsystemen in de olie- en gasindustrie. L245 in ISO 3183 heeft eigenschappen die sterk lijken op die van API 5L Grade B en kan vaak door elkaar gebruikt worden.
Aanvullende diensten die wij kunnen leveren
Botop SteelWij leveren niet alleen hoogwaardige API 5L Grade B stalen buizen, maar bieden u ook een reeks ondersteunende diensten, waaronder een breed scala aan anticorrosiecoatingopties, gepersonaliseerde verpakkingsoplossingen en uitgebreide logistieke ondersteuning, zodat we aan uw uiteenlopende behoeften kunnen voldoen.
Wij streven ernaar een alles-in-één sourcingplatform te creëren waarmee u gemakkelijk toegang krijgt tot alle producten en diensten die u nodig heeft. Met onze professionele en betrouwbare diensten kunt u elke stap van uw project efficiënt en probleemloos voltooien, waardoor kwaliteit en voortgang gegarandeerd zijn. Ons doel is om uw meest betrouwbare partner te zijn.
Anticorrosiecoating
Botop Steelbiedt een breed scala aan corrosiebestendige coatings, waarondergeverfd, gegalvaniseerd,3LPE (HDPE), 3LPP,FBEen cementgebonden contragewichtenom te voldoen aan de diverse gebruikseisen van uw project.
verpakking
Wij bieden diverse verpakkingsopties, waaronder balen, dekzeilen, kratten en buisdoppen, die naar uw specifieke wensen kunnen worden aangepast.


Technische ondersteuning
Ons bedrijf streeft ernaar uitgebreide technische ondersteuning te bieden in alle fasen van een project. Van de voorbereiding van de aanbesteding voorafgaand aan het project tot de inkoop en transportregelingen tijdens het project, en van onderhoud en probleemoplossing na afloop van het project: ons professionele team staat klaar om u te voorzien van deskundig advies en ondersteuning.
Ons doel is u te helpen bij de aanschaf van hoogwaardige en betaalbare producten in China, zodat uw project soepel en kosteneffectief verloopt. We kijken ernaar uit om met u samen te werken aan een win-winsituatie voor beide partijen.









